

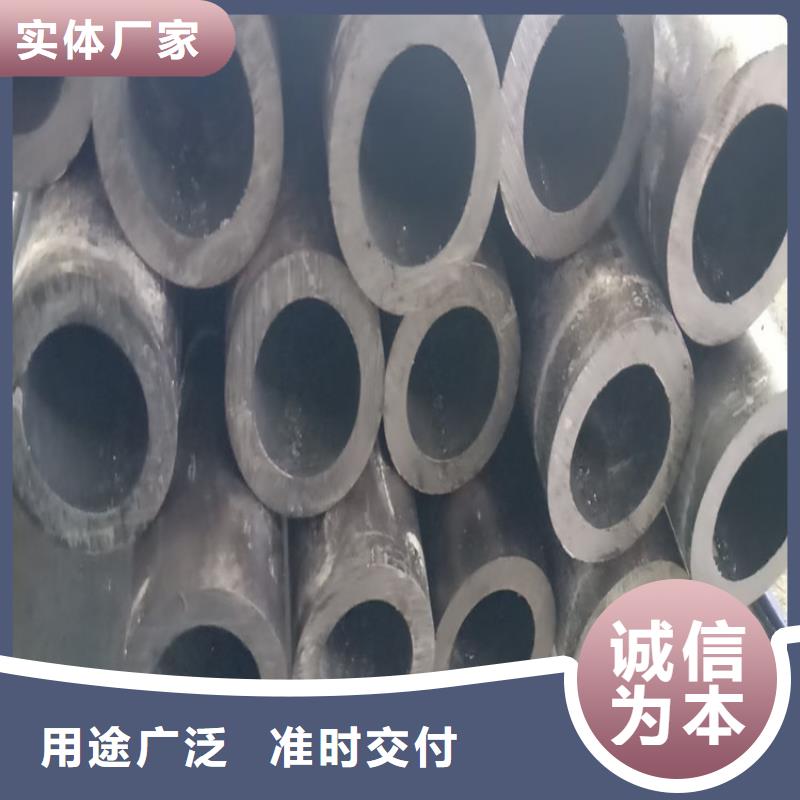


无缝钢管焊管“无缝化”的含义焊管和无缝管相比, 的区别是焊管有一道焊缝。由于有了焊缝,使外形凸出高于母材很多,明显地看出了“缝”;同时,内部物理性质上也产生了变化。如果能够在这两个方面—外在与内在,都能使焊缝与母材相同、相近或者相等母材性能,等同于无缝,这就是“无缝化”的含义。“无缝化”的两个方面无缝化钢管 无缝化钢管知识解释如上所述,焊管无缝化包含两个方面的内涵,几何无缝化,使焊缝余高尽可能小;物理无缝化,使焊缝(包括周围热影响区)的物理性能趋于与母材一致焊管的几何无缝化光滑地掉焊缝处因挤压焊接后所形成的外毛刺和内毛刺,使焊管在几何外形上几乎看不到焊缝。我国和美国标准中内毛刺的残留高度大致上规定了两档精度: 档(O.127 mm;第二档0.254 mm)。焊管的物理无缝化几何无缝化处理后的焊管虽然外表上已几乎看不到焊缝,但焊缝内部的金相组织与母材仍有较大区别,焊缝区的机械性能较低。为此,需要经过热处理细化焊缝区的晶粒、去除焊接应力,实现与母体金相组织、机械性能的一致化,这个过程我们称之为焊管的物理无缝化。碳钢管通常采用退火处理,而不锈钢则采用固溶处理。几何无缝化—内外毛刺技术通常一个完整的内毛刺系统由刀具、支持系统和调控系统三个部份组成,其技术关键在于刀具的形状和寿命。内毛刺的余高一般控制在0.2 mm以内,甚至0.1 mm以内。外毛刺技术较为简单,于管体外装外毛刺刮刀即可物理无缝化—焊缝退火处理在高频焊接过程中,由于趋肤效应、临近效应和热传导的综合作用,造成了管坯边缘附近的温度分布梯度,形成了熔化区、部分。


从去年至今,无缝管业陷入了一种“去产能焦虑”之中。今年一季度,钢价疯涨氛围下带动一批钢企复产,以建龙无缝管为代表的一批大小钢厂重燃高炉,将产能和库存又逐步推向高位。其中,5月份粗钢日均产量231.4万吨,创出历史新高。一时间,无缝管去产能之路更加道阻且长。从市场化去产能的角度来看,记者采访的多位业界人士达成的共识是,企业只有在真正长期亏损的情况下才能实现去产能。有业内人士指出,按照经验,当钢企在连续2到3个月吨钢亏损200至300元的条件下,才有可能关停高炉。而上半年的回暖行情一定程度上延缓了企业主动淘汰产能、退出市场的进程。



经过十多年的辛勤努力,广顺物资 有限公司建立了一套完备有效的服务体系,打造了一支经验丰富的服务团队,为客户不仅免费设计规划,提供专业的技术培训,而且派技术人员现场指导安装 泰州靖江27SiMn合金钢管,做到了上门服务与网络在线服务相结合,赢得了客户们的广泛赞誉,成就了信誉至上、品质优良、服务贴心的品牌服务





